

I fondamenti teorici e l'evoluzione del metodo: dai 5M storici ai 7M sistemici
La genesi del diagramma causa-effetto di Kaoru Ishikawa
Sviluppato negli anni '60 dal professore giapponese Kaoru Ishikawa, figura di spicco nella gestione della qualità all'interno degli stabilimenti Toyota, questo diagramma aveva inizialmente lo scopo di rendere accessibili gli strumenti statistici agli operatori sul campo. Ishikawa era convinto che la qualità e la sicurezza non dovessero essere appannaggio di un'élite di ingegneri in camice bianco, ma dovessero essere co-costruite da coloro che quotidianamente maneggiano le macchine.
Il concetto grafico è di una semplicità disarmante: una linea orizzontale principale conduce all'effetto riscontrato (l'incidente, il difetto di fabbricazione, l'inquinamento ambientale), raffigurando la testa del pesce. Ai lati di questa linea, frecce oblique rappresentano le principali famiglie di cause potenziali, formando le lische. Questa modellizzazione visiva permette di superare discussioni lineari o conflittuali per porre il problema in modo spaziale e categorizzato.
I 5M tradizionali: il prisma dell'ambiente di produzione fisico
Per decenni, il mondo industriale si è accontentato del modello dei 5M per analizzare i propri malfunzionamenti. Questo modello, perfettamente adatto a una produzione di massa standardizzata, segmenta le cause in cinque categorie:
- Manodopera: I fattori umani direttamente legati all'esecutore. Ciò include le sue competenze teoriche, la sua esperienza pratica, la sua fatica fisica, il suo carico mentale o il suo stato d'animo al momento dei fatti.
- Materiale: L'insieme delle macchine, degli utensili, dei dispositivi di protezione collettiva, delle tecnologie e delle infrastrutture utilizzati per svolgere il compito. Si analizzano l'usura, la vetustà, i guasti o i difetti di progettazione.
- Materia: I componenti, i fluidi, i materiali di consumo, le materie prime o le informazioni che entrano nel processo. In ambito HSE, ciò include l'analisi dei prodotti chimici pericolosi, dei pezzi pesanti da manipolare o delle schede di dati di sicurezza (SDS).
- Metodo: Le modalità operative, le istruzioni scritte, i piani di manutenzione, le procedure di emergenza e gli standard definiti dall'ingegneria o dalla direzione. Si cerca di capire se il metodo è chiaro, compreso, applicabile e realmente applicato.
- Ambiente: L'ambiente fisico che circonda la postazione di lavoro. Questa lisca integra variabili complesse come il livello sonoro, la qualità dell'illuminazione, le vibrazioni, le variazioni termiche (calore estremo o freddo), l'umidità, la pulizia del pavimento o la segnaletica di sicurezza.
L'imperativo dei 7M nel 2026: integrare il Management e i Mezzi
L'esperienza degli esperti di prevenzione contemporanei ha dimostrato che un incidente o una non conformità è raramente il solo risultato di un attrezzo difettoso o di un operatore disattento. Limitando l'analisi ai 5M storici, le aziende trascuravano sistematicamente le cause profonde di natura organizzativa e decisionale. Per questo il modello moderno è stato arricchito di due dimensioni cruciali:
- Management: questo aspetto esamina lo stile di leadership, la chiarezza delle linee gerarchiche, il coinvolgimento della direzione nella vita dell'officina, la pressione temporale esercitata sui team, la gestione dei conflitti, la comunicazione interservizi e, soprattutto, la maturità della cultura della sicurezza. Il management definisce se la sicurezza è un valore non negoziabile o una variabile di aggiustamento economico. Per misurare l'impatto di questo pilastro sui vostri team, è fondamentale comprendere come instaurare in modo duraturo una cultura della sicurezza in azienda nel 2026, una leva che trasforma il vincolo in adesione collettiva.
- Mezzi (Finanziari e Tecnologici): questa settima dimensione analizza le decisioni di bilancio dell'organizzazione. Esiste un budget dedicato alla prevenzione? Gli investimenti per sostituire le macchine obsolete vengono continuamente rimandati? Le risorse umane sono sufficienti per garantire i ritmi di produzione in sicurezza? La mancanza di mezzi è spesso la causa radice mascherata dietro un difetto di manutenzione o una carenza di formazione.
Guida metodologica passo dopo passo: come condurre un workshop di analisi 7M sul campo?
L'analisi tramite il diagramma di Ishikawa non deve in alcun caso essere un esercizio solitario svolto dal responsabile QHSE dietro il suo schermo. Se redigete il vostro diagramma da soli nel vostro ufficio, otterrete un'analisi distorta, teorica e scollegata dalla realtà operativa. È uno strumento di facilitazione di gruppo che deve incoraggiare la discussione e basarsi sull'esperienza di coloro che vivono il lavoro reale.
Step 1: La costituzione del gruppo di lavoro multidisciplinare
Al verificarsi dell'evento (ad esempio, una non conformità rilevata durante un controllo o un quasi-incidente grave), dovete riunire un gruppo di attori rappresentativi del sistema analizzato. Il gruppo ideale comprende:
- L'operatore o gli operatori che sono stati testimoni diretti o attori della situazione.
- Il manager di prossimità (capo squadra, supervisore di produzione) per fornire la visione della gestione quotidiana.
- Il responsabile della prevenzione SST (animatore o responsabile QHSE) che assume il ruolo di facilitatore del metodo.
- Un rappresentante del personale membro del CSE (Commissione Salute, Sicurezza e Condizioni di Lavoro - CSSCT) per garantire la neutralità e la trasparenza dei dibattiti.
- Un esperto tecnico esterno al problema immediato (un tecnico di manutenzione o un ingegnere di processo) per offrire uno sguardo nuovo e obiettivo.
Fase 2: La definizione rigorosa e fattuale dell'effetto
Prima di abbozzare qualsiasi linea sul diagramma, il gruppo deve concordare la definizione esatta del problema da risolvere. Questo "effetto" deve essere descritto in modo puramente fattuale, senza includere supposizioni o abbozzi di soluzione. Utilizzate il metodo QQOQCCP (Cosa, Chi, Dove, Quando, Come, Quanto, Perché) per formulare una frase chiara che sarà inserita nel rettangolo di intestazione del diagramma.
- Esempio errato: "L'operatore si è infortunato perché la manutenzione non ha svolto il suo lavoro sulla macchina." (Questa è un'opinione e contiene un giudizio).
- Esempio corretto: "Il 14 maggio 2026 alle 14:22, l'operatore X ha riportato un taglio di terzo grado alla mano destra durante la fase di pulizia dell'area di taglio della linea di confezionamento n. 2." (Questo è un fatto misurabile e localizzato).
Fase 3: La fase di brainstorming e la categorizzazione delle cause
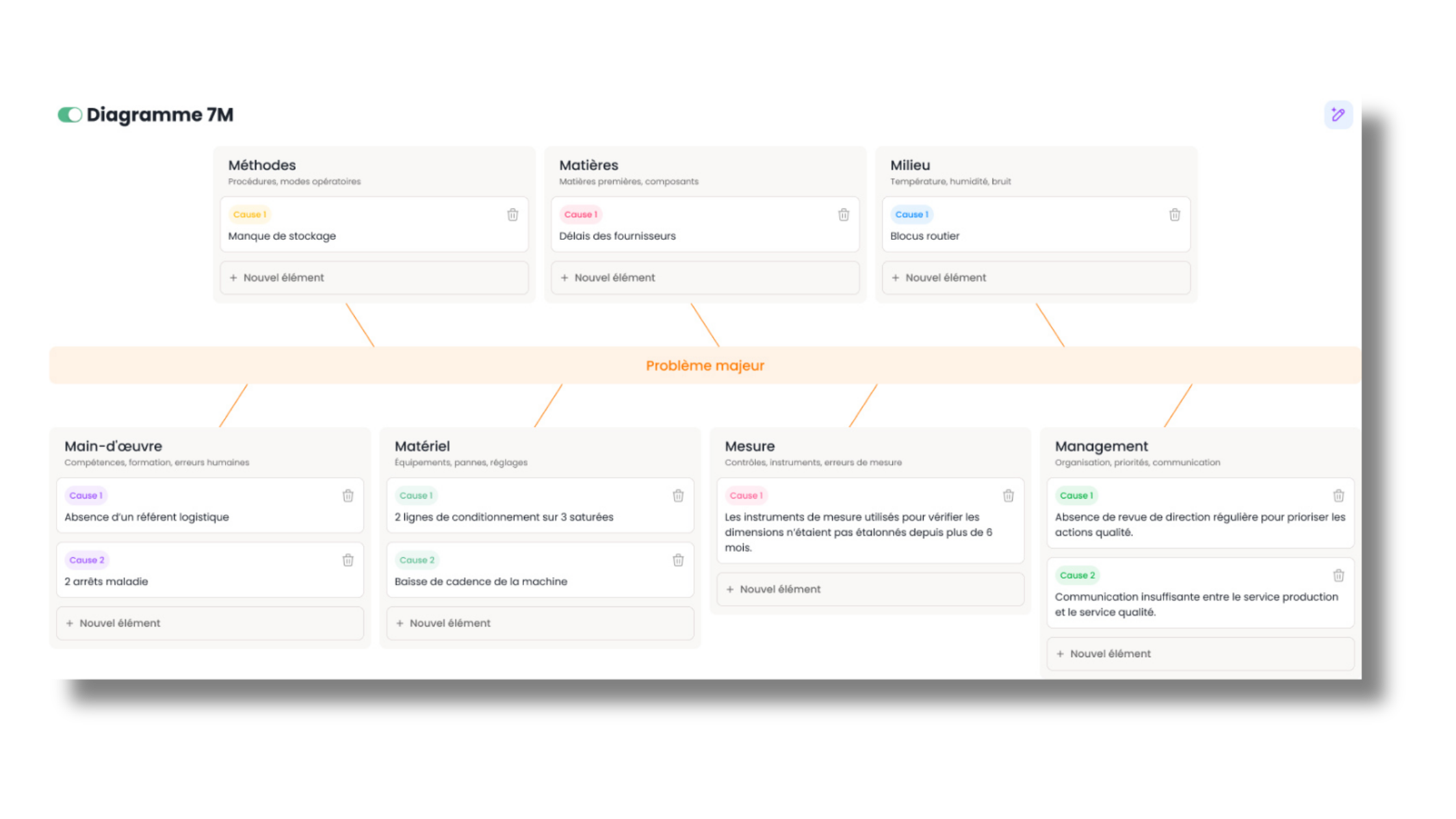
Il facilitatore QHSE disegna lo scheletro del diagramma alla lavagna con i 7 assi principali (Manodopera, Materiale, Materia, Metodo, Ambiente, Management, Mezzi). I partecipanti esprimono quindi tutte le possibili cause che potrebbero aver contribuito all'insorgenza dell'effetto. Il ruolo del facilitatore è cruciale: deve assicurarsi che ogni idea sia riformulata sotto forma di fatto verificabile e classificata nella categoria corretta.
Per alimentare efficacemente questa fase di riflessione collettiva senza perdere dati preziosi a monte, le aziende moderne si affidano a strumenti di centralizzazione agili. Utilizzando un software di gestione delle non conformità QHSE ISO di fabbrica come Symalean, i responsabili della prevenzione possono estrarre istantaneamente tutte le anomalie, le ricorrenze e le foto scattate sul campo prima della riunione, offrendo così una base di lavoro fattuale e incontestabile al gruppo di lavoro.
Fase 4: L'approfondimento delle cause attraverso le sotto-spine
Una causa generale posta su una spina principale deve spesso essere sezionata per comprenderne la meccanica profonda. Si aggiungono quindi delle sotto-spine. Ad esempio, se sotto l'asse "Materiale", il gruppo identifica "Illuminazione insufficiente", bisogna chiedersi perché l'illuminazione fosse insufficiente. "Neon bruciato da 3 settimane". Perché era bruciato da 3 settimane? "Nessuna scorta di ricambio per questo modello di apparecchio di illuminazione". Qui ci si rende conto che la causa materiale ha origine in una problematica di Mezzi o di Metodo di acquisto. È questa concatenazione che conferisce tutto il suo valore al metodo.
Fase 5: La gerarchizzazione e la selezione delle cause critiche
Dopo aver elencato diverse decine di cause potenziali, il gruppo di lavoro deve identificare quelle che hanno avuto un impatto diretto e determinante sull'evento. A tal fine, possono essere impiegate diverse tecniche:
- Il voto ponderato (metodo degli adesivi): ogni partecipante dispone di 3 punti da attribuire alle cause che ritiene più critiche in base alla sua esperienza sul campo.
- Il test di eliminazione: per ogni causa selezionata, il gruppo pone la domanda: "Se questa causa fosse eliminata, l'incidente o la non conformità si sarebbe comunque verificata?". Se la risposta è no, la causa è considerata critica.
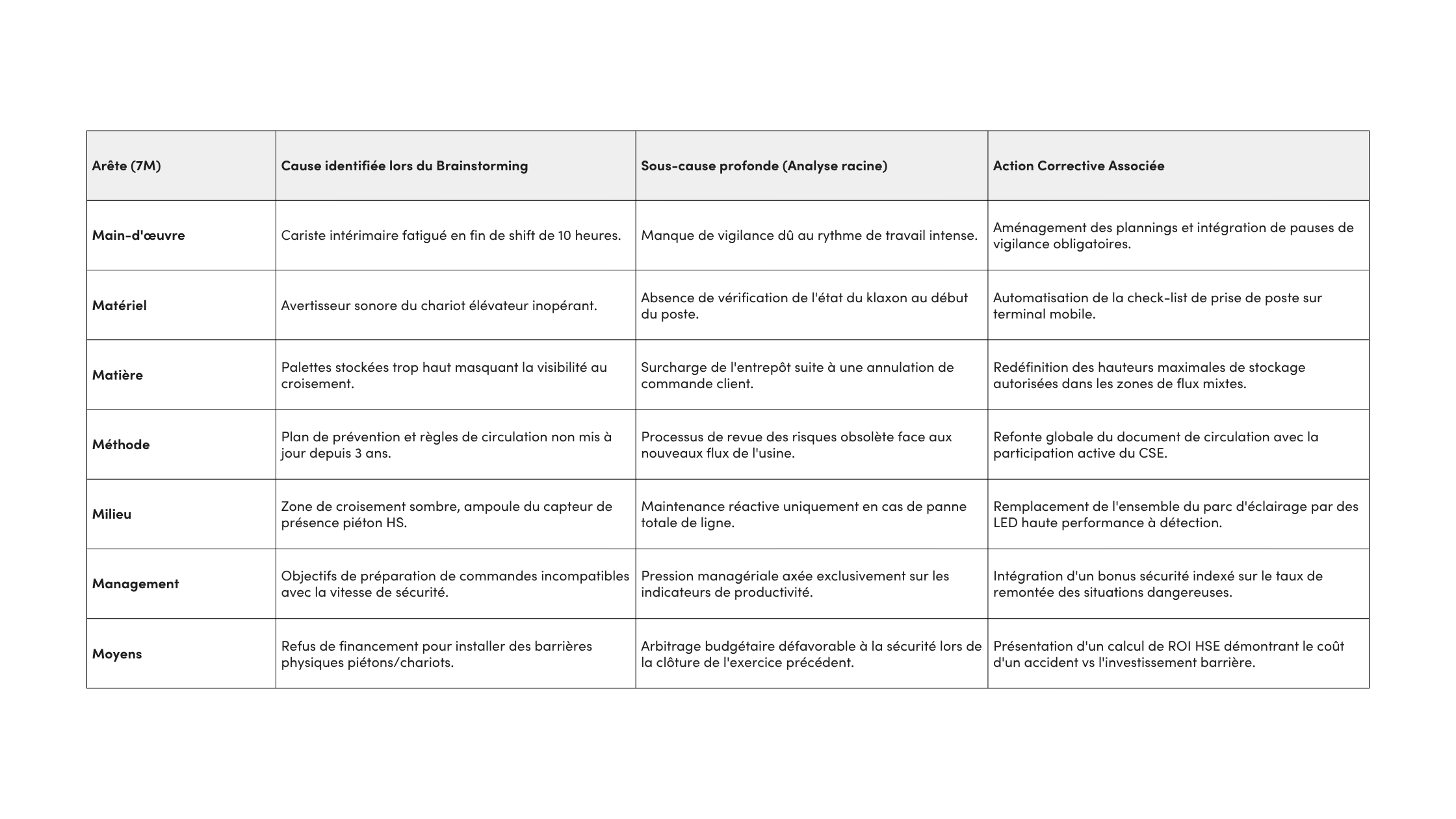
Analisi incrociata: tabella di applicazione pratica delle 7M su un caso di incidente industriale
Per illustrare in modo concreto la versatilità del metodo delle 7M, analizziamo il caso di un incidente avvenuto in un magazzino logistico: un carrellista ha investito un pedone all'incrocio di un corridoio centrale.
Dalla teoria alla pratica: costruire e rappresentare graficamente il vostro albero di analisi
Affinché il metodo delle 7M sia pienamente efficace, la sua rappresentazione visiva deve essere impeccabile. Un diagramma di Ishikawa illeggibile o mal strutturato perde tutto il suo impatto durante la presentazione ai team o durante un audit di certificazione ISO 45001.
La struttura della nostra matrice di analisi delle cause
In un approccio QHSE rigoroso, la struttura grafica deve riflettere fedelmente il percorso della mente umana nella risoluzione dei problemi. Lo schema seguente mostra come un'organizzazione struttura visivamente i suoi flussi di cause per convergere verso la risoluzione dell'effetto centrale:
MATERIALE MATERIA METODO
│ │ │
┌───────┴───────┐ ┌───────┴───────┐ ┌───────┴───────┐
│ Guasto macchina │ │ Prodotto non │ │ Istruzione non │
│ o usura │ │ conforme │ │ formalizzata │
└───────┬───────┘ └───────┬───────┘ └───────┬───────┘
│ │ │
└────────────────────────┼───────────────────────┘
│
▼
[ EFFETTO RISCONTRATO ] ◄───────────────────────────────────────────────── [ ANALISI ]
▲
┌────────────────────────┼───────────────────────┘
│ │ │
┌───────┴───────┐ ┌───────┴───────┐ ┌───────┴───────┐
│ Mancanza di │ │ Livello sonoro│ │ Arbitraggi │
│ competenze │ │ elevato │ │ di bilancio │
└───────┬───────┘ └───────┬───────┘ └───────┬───────┘
│ │ │
MANODOPERA AMBIENTE MANAGEMENT / MEZZI
Questa modellizzazione permette di evitare la dispersione del pensiero. Ogni blocco di cause è collegato alla sua famiglia d'origine da un legame logico immutabile, garantendo che il piano d'azione derivante da questa analisi affronterà in modo diretto ed equilibrato ogni aspetto critico.
Le trappole classiche del metodo e come i responsabili della prevenzione le aggirano nel 2026
Sebbene di aspetto semplice, il metodo delle 7M nasconde numerose insidie metodologiche nelle quali cadono frequentemente gli animatori della sicurezza principianti. Identificarle è il primo passo per prevenirle.
Trappola n°1: confondere le cause e le soluzioni
È il pregiudizio più frequente durante le sessioni di brainstorming. Un partecipante esclamerà: "Il problema è che non c'è una barriera di sicurezza!". Così facendo, non enuncia una causa, ma propone già una soluzione. Il ruolo del responsabile QHSE è di riformulare immediatamente l'intervento: "Perché avete bisogno di una barriera? Qual è il pericolo fisico attuale?". La risposta corretta sarà: "C'è una coattività diretta tra il flusso dei carrelli elevatori e il percorso pedonale nel corridoio B". Identificando chiaramente la causa (la coattività non gestita), si apre il campo a diverse soluzioni possibili (segnaletica orizzontale, barriere fisiche, riorganizzazione degli orari di flusso, sensori di presenza), invece di chiudersi prematuramente in un'unica opzione potenzialmente costosa o inapplicabile.
Trappola n°2: cercare un colpevole anziché una causa radice
In materia di salute e sicurezza sul lavoro, l'analisi di un incidente può rapidamente degenerare in un tribunale dove ognuno cerca di proteggersi scaricando la colpa sull'altro. Se lo spigolo "Manodopera" si trasforma in un elenco di rimproveri individuali ("L'operatore non ha fatto attenzione", "Il caposquadra non ha sorvegliato"), l'approccio è fallito. L'E-E-A-T e la psicologia del lavoro ci ricordano che un comportamento è sempre il risultato di una data situazione in un ambiente strutturato. Se un operatore aggira una cellula di sicurezza, la questione non è sapere chi ha commesso l'errore, ma capire perché il sistema rendeva l'aggiramento più attraente o necessario per mantenere le cadenze imposte dalla produzione.
Trappola n°3: l'effetto di gruppo e l'asimmetria di potere
Durante una riunione di analisi che coinvolge operatori sul campo e dirigenti, la parola può essere frenata. I colleghi esiteranno a puntare il dito su una mancanza di mezzi finanziari o un difetto di gestione per paura di ritorsioni o per rispetto della gerarchia. Il responsabile della prevenzione SST deve instaurare un rigoroso quadro di sicurezza psicologica fin dall'inizio della sessione: anonimizzazione delle idee se necessario, utilizzo di sistemi di carte o strumenti digitali di voto neutri, e chiara affermazione che l'esercizio mira a riparare il sistema, mai a punire l'individuo.
La digitalizzazione del diagramma causa-effetto: massimizzare l'impatto dei vostri piani d'azione
Gestire il metodo dei 7M su un paperboard o una lavagna bianca offre innegabili vantaggi in termini di convivialità durante la riunione fisica. Tuttavia, una volta terminata la sessione, la lavagna viene fotografata, archiviata in una cartella di rete oscura e le azioni concordate vengono inserite manualmente nell'ennesimo file di monitoraggio. Questo è l'inizio della disconnessione operativa.
La fine dei silos documentali grazie al SaaS QHSE
La digitalizzazione del metodo dei 7M cambia radicalmente le carte in tavola. Costruendo il vostro diagramma di Ishikawa direttamente all'interno di un ecosistema software integrato, ogni causa identificata smette di essere una semplice parola scritta su uno schermo per diventare un dato vivo.
Quando si convalida una causa nell'elemento "Materiale", lo strumento consente di creare istantaneamente una scheda di azione correttiva o preventiva, di assegnarle un budget, un responsabile all'interno dell'azienda e una data di completamento. Vengono inviati promemoria automatici ai responsabili e l'efficacia dell'azione viene monitorata nel tempo. Per ottimizzare l'intero processo di gestione delle crisi, dalla prima segnalazione alla chiusura dell'indagine, l'utilizzo del software di gestione degli infortuni sul lavoro Symalean offre una reattività senza precedenti ai team sul campo e alle direzioni funzionali.
L'incrocio dei dati per una prevenzione predittiva
La centralizzazione digitale dei vostri diagrammi di Ishikawa consente di realizzare analisi macro-organizzative di una potenza inedita. Un responsabile QHSE multi-sito può, in pochi clic, interrogare il sistema: "Quali sono le cause radice del pilastro 'Management' che si sono presentate più frequentemente nei nostri infortuni sul lavoro negli ultimi 24 mesi in tutti i nostri stabilimenti?".
Questa capacità di far parlare i dati trasforma il servizio QHSE. Non si gestiscono più le crisi caso per caso; si identificano le tendenze significative e le debolezze strutturali della propria organizzazione per implementare politiche di prevenzione globali, giustificate al proprio comitato direttivo con indicatori statistici inconfutabili.
Il contributo di SymAi: la generazione automatizzata degli elementi causali
Sebbene l'intelligenza collettiva rimanga insostituibile per discutere e convalidare le cause profonde, il lavoro di strutturazione, inserimento e formattazione di un diagramma 7M può rivelarsi estremamente dispendioso in termini di tempo per un responsabile della sicurezza già sovraccarico. È qui che l'innovazione tecnologica moderna assume il suo pieno significato.
Il nostro strumento SymAi, l'agente IA professionale QHSE conforme al GDPR, è in grado di analizzare in tempo reale il linguaggio naturale contenuto nei rapporti di audit, nelle schede di quasi-infortunio o nelle trascrizioni di testimonianze vocali depositate dagli operatori. In pochi millisecondi, il nostro agente intelligente ordina, categorizza e genera automaticamente una bozza di diagramma di Ishikawa strutturato secondo i 7M. Il responsabile della prevenzione non deve più passare ore a disegnare caselle: si concentra unicamente sulla conduzione del dibattito, sulla convalida umana delle ipotesi e sulla gestione strategica del piano d'azione.
Conclusione e prospettive per il responsabile della prevenzione moderno
Il metodo dei 7M e il diagramma di Ishikawa non sono semplici strumenti di conformità burocratica destinati a soddisfare gli auditor di certificazione. Sono potenti leve di trasformazione manageriale. Costringendo i team a guardare oltre le evidenze fisiche e tecniche, rimettono l'essere umano, le scelte organizzative e i mezzi d'azione al centro della politica di prevenzione aziendale.
Nel 2026, di fronte ad ambienti di lavoro sempre più complessi, connessi e soggetti a forti pressioni economiche, il responsabile della prevenzione non può più accontentarsi di una gestione reattiva "al momento". Deve appropriarsi di queste griglie di lettura sistemiche e abbinarle alla potenza delle soluzioni digitali per costruire ambienti di lavoro intrinsecamente sicuri. Per scoprire come modernizzare tutti i vostri processi di sicurezza e testare le nostre interfacce diagnostiche avanzate, scoprite il nostro modulo completo di gestione della sicurezza sul lavoro Symalean, ideato da esperti del settore per gli operatori sul campo.
FAQ - Tutto sul diagramma 7M
Qual è la differenza tra il metodo dei 5M e il metodo dei 7M in QHSE?
Il metodo tradizionale dei 5M classifica le cause di un problema secondo 5 assi fisici: Manodopera, Materiale, Materia, Metodo e Ambiente. Il metodo dei 7M vi aggiunge due dimensioni organizzative e strategiche indispensabili per un'analisi moderna dei rischi: il Management (stile di direzione, cultura della sicurezza) e i Mezzi (budget di prevenzione, risorse umane e tecnologiche).
Come classificare un guasto di una macchina nel diagramma di Ishikawa applicato alla sicurezza?
Un guasto di una macchina si classifica inizialmente sotto la categoria Materiale. Tuttavia, l'analisi delle cause profonde (analisi radice) deve indagare se il guasto è dovuto a un difetto di manutenzione preventiva (categoria Metodo), a una mancanza di formazione del tecnico (categoria Manodopera), o a un rifiuto di budget per sostituire il pezzo usurato (categoria Risorse).
Qual è lo strumento più adatto per analizzare una non conformità ISO 45001?
Il diagramma di Ishikawa basato sui 7M è lo strumento più completo per gestire le non conformità della norma ISO 45001. Permette di verificare l'adeguatezza tra le procedure scritte, il comportamento dei lavoratori sul campo e l'impegno della direzione in termini di leadership e risorse allocate alla salute sul lavoro.




