

Les fondements théoriques et l'évolution de la méthode : des 5M historiques aux 7M systémiques
La genèse du diagramme cause-effet par Kaoru Ishikawa
Développé dans les années 1960 par le professeur japonais Kaoru Ishikawa, une figure de proue de la gestion de la qualité au sein des usines Toyota, ce diagramme avait initialement pour but de vulgariser l'accès aux outils statistiques pour les opérateurs de terrain. Ishikawa était convaincu que la qualité et la sécurité ne devaient pas être l'apanage d'une élite d'ingénieurs en blouse blanche, mais devaient être co-construites par ceux qui manipulent les machines au quotidien.
Le concept graphique est d'une simplicité redoutable : une ligne horizontale principale mène à l'effet constaté (l'accident, le défaut de fabrication, la pollution environnementale), figurant la tête du poisson. De part et d'autre de cette ligne, des flèches obliques représentent les grandes familles de causes potentielles, formant les arêtes. Cette modélisation visuelle permet de sortir des discussions linéaires ou conflictuelles pour poser le problème de manière spatiale et catégorisée.
Les 5M traditionnels : le prisme de l'environnement de production physique
Pendant des décennies, le monde industriel s'est contenté du modèle des 5M pour analyser ses dysfonctionnements. Ce modèle, parfaitement adapté à une production de masse standardisée, segmente les causes en cinq catégories :
- Main-d'œuvre : Les facteurs humains liés directement à l'exécutant. Cela comprend ses compétences théoriques, son expérience pratique, sa fatigue physique, sa charge mentale, ou encore son état d'esprit au moment des faits.
- Matériel : L'ensemble des machines, des outils, des équipements de protection collective, des technologies et des infrastructures utilisés pour réaliser la tâche. On y analyse l'usure, la vétusté, les pannes ou les défauts de conception.
- Matière : Les composants, les fluides, les consommables, les matières premières ou les informations qui entrent dans le processus. En HSE, cela englobe l'analyse des produits chimiques dangereux, des pièces lourdes à manipuler ou des fiches de données de sécurité (FDS).
- Méthode : Les modes opératoires, les consignes écrites, les gammes de maintenance, les procédures d'urgence et les standards définis par l'ingénierie ou la direction. On cherche à savoir si la méthode est claire, comprise, applicable et réellement appliquée.
- Milieu : L'environnement physique entourant le poste de travail. Cette arête intègre des variables complexes telles que le niveau sonore, la qualité de l'éclairage, les vibrations, les variations thermiques (chaleur extrême ou froid), l'humidité, la propreté du sol ou la signalétique de sécurité.
L'impératif des 7M en 2026 : intégrer le Management et les Moyens
L'expérience des préventeurs contemporains a démontré qu'un accident ou une non-conformité est rarement le seul fait d'un outil défectueux ou d'un opérateur inattentif. En limitant l'analyse aux 5M historiques, les entreprises passaient systématiquement à côté des causes profondes d'ordre organisationnel et décisionnel. C'est pourquoi le modèle moderne a été enrichi de deux dimensions cruciales :
- Management : cette arête examine le style de leadership, la clarté des lignes hiérarchiques, l'implication de la direction dans la vie de l'atelier, la pression temporelle exercée sur les équipes, la gestion des conflits, la communication interservices, et surtout, la maturité de la culture sécurité. Le management définit si la sécurité est une valeur non négociable ou une variable d'ajustement économique. Pour mesurer l'impact de ce pilier sur vos équipes, il est fondamental de comprendre comment instaurer durablement une culture de la sécurité en entreprise en 2026, un levier qui transforme la contrainte en adhésion collective.
- Moyens (Financiers et Technologiques) : cette septième dimension analyse les arbitrages budgétaires de l'organisation. Y a-t-il un budget dédié à la prévention ? Les investissements pour remplacer les machines obsolètes sont-ils sans cesse repoussés ? Les ressources humaines sont-elles en nombre suffisant pour assurer les cadences en sécurité ? L'absence de moyens est souvent la cause racine déguisée derrière un défaut de maintenance ou un manque de formation.
Guide méthodologique pas à pas : comment animer un atelier d'analyse 7M sur le terrain ?
L'analyse par le diagramme d'Ishikawa ne doit en aucun cas être un exercice solitaire réalisé par le responsable QHSE derrière son écran. Si vous rédigez votre diagramme seul dans votre bureau, vous obtiendrez une analyse biaisée, théorique et déconnectée de la réalité opérationnelle. C'est un outil d'animation de groupe qui doit libérer la parole et s'appuyer sur l'expertise de ceux qui vivent le travail réel.
Step 1 : La constitution du groupe de travail pluridisciplinaire
Dès la survenue de l'événement (par exemple, une non-conformité détectée lors d'un contrôle ou un presqu'accident grave), vous devez réunir un panel d'acteurs représentatifs du système analysé. Le groupe idéal comprend :
- L'opérateur ou les opérateurs ayant été témoins directs ou acteurs de la situation.
- Le manager de proximité (chef d'équipe, superviseur de production) pour apporter la vision de la gestion quotidienne.
- Le préventeur SST (animateur ou responsable QHSE) qui endosse le rôle de facilitateur de la méthode.
- Un représentant du personnel membre du CSE (Commission Santé, Sécurité et Conditions de Travail - CSSCT) pour garantir la neutralité et la transparence des débats.
- Un expert technique extérieur au problème immédiat (un technicien de maintenance ou un ingénieur méthodes) pour apporter un regard neuf et objectif.
Step 2 : La définition rigoureuse et factuelle de l'effet
Avant de jeter la moindre arête sur le tableau, le groupe doit se mettre d'accord sur la définition exacte du problème à résoudre. Cet "effet" doit être décrit de manière purement factuelle, sans intégrer de suppositions ou de début de solution. Utilisez la méthode QQOQCCP (Quoi, Qui, Où, Quand, Comment, Combien, Pourquoi) pour formuler une phrase claire qui sera inscrite dans le rectangle de tête du diagramme.
- Exemple incorrect : "L'opérateur s'est blessé car la maintenance n'a pas fait son travail sur la machine." (Ceci est une opinion et contient un jugement).
- Exemple correct : "Le 14 mai 2026 à 14h22, l'opérateur X a subi une coupure au troisième degré à la main droite lors de la phase de nettoyage de la zone de coupe de la ligne de conditionnement n°2." (Ceci est un fait mesurable et localisé).
Step 3 : La phase de brainstorming et la catégorisation des causes
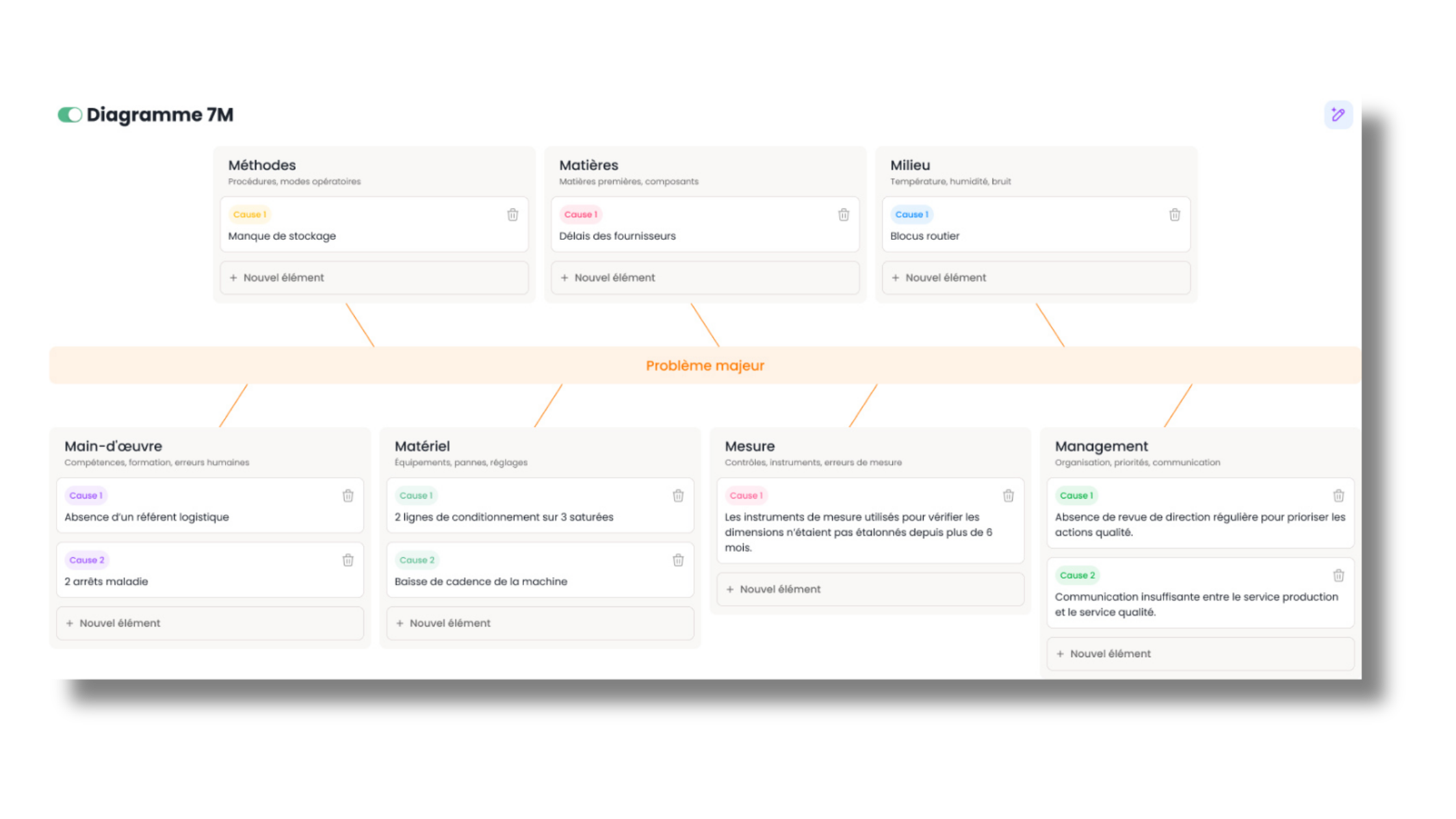
Le facilitateur QHSE trace le squelette du diagramme au tableau avec les 7 axes majeurs (Main-d'œuvre, Matériel, Matière, Méthode, Milieu, Management, Moyens). Les participants expriment ensuite toutes les causes possibles ayant pu contribuer à l'apparition de l'effet. Le rôle du facilitateur est crucial : il doit veiller à ce que chaque idée soit reformulée sous forme de fait vérifiable et classée dans la bonne catégorie.
Pour alimenter efficacement cette phase de réflexion collective sans perdre de données précieuses en amont, les entreprises modernes s'appuient sur des outils de centralisation agiles. En utilisant un logiciel de gestion des non-conformites QHSE ISO d'usine comme Symalean, les préventeurs peuvent extraire instantanément toutes les anomalies, les récurrences et les photos prises sur le terrain avant la réunion, offrant ainsi une base de travail factuelle et incontestable au groupe de travail.
Step 4 : L'approfondissement des causes par les sous-arêtes
Une cause générale placée sur une arête principale doit souvent être disséquée pour en comprendre la mécanique profonde. On ajoute alors des sous-arêtes. Par exemple, si sous l'axe "Matériel", le groupe identifie "Éclairage insuffisant", il faut se demander pourquoi l'éclairage était insuffisant. "Néon grillé depuis 3 semaines". Pourquoi était-il grillé depuis 3 semaines ? "Pas de stock de rechange pour ce modèle de luminaire". On s'aperçoit ici que la cause matérielle prend sa source dans une problématique de Moyens ou de Méthode d'achat. C'est ce chaînage qui donne toute sa valeur à la méthode.
Step 5 : La hiérarchisation et la sélection des causes critiques
Après avoir listé plusieurs dizaines de causes potentielles, le groupe de travail doit identifier celles qui ont eu un impact direct et déterminant sur l'événement. Pour ce faire, plusieurs techniques peuvent être déployées :
- Le vote pondéré (méthode des gommettes) : chaque participant dispose de 3 points qu'il attribue aux causes qui lui semblent les plus critiques au regard de son expérience terrain.
- Le test de l'élimination : pour chaque cause sélectionnée, le groupe pose la question : "Si l'on supprime cette cause, l'accident ou la non-conformité aurait-il tout de même eu lieu ?". Si la réponse est non, la cause est qualifiée de critique.
Analyse croisée : tableau d'application pratique des 7M sur un cas d'accident industriel
Pour illustrer de manière concrète la polyvalence de la méthode des 7M, analysons le cas d'un accident survenu dans un entrepôt logistique : un cariste a renversé un piéton au croisement d'une allée centrale.
De la théorie à la pratique : construire et matérialiser graphiquement votre arbre d'analyse
Pour que la méthode des 7M soit pleinement efficace, sa représentation visuelle doit être irréprochable. Un diagramme d'Ishikawa illisible ou mal structuré perd tout son impact lors de sa présentation aux équipes ou lors d'un audit de certification ISO 45001.
La structure de notre matrice d'analyse des causes
Dans une démarche QHSE rigoureuse, la structure graphique doit refléter fidèlement le cheminement de l'esprit humain lors de la résolution de problèmes. Le schéma ci-dessous montre comment une organisation structure visuellement ses flux de causes pour converger vers la résolution de l'effet central :
MATÉRIEL MATIÈRE MÉTHODE
│ │ │
┌───────┴───────┐ ┌───────┴───────┐ ┌───────┴───────┐
│ Panne machine │ │ Produit non │ │ Consigne non │
│ ou usure │ │ conforme │ │ formalisée │
└───────┬───────┘ └───────┬───────┘ └───────┬───────┘
│ │ │
└────────────────────────┼───────────────────────┘
│
▼
[ EFFET CONSTACÉ ] ◄───────────────────────────────────────────────── [ ANALYSE ]
▲
┌────────────────────────┼───────────────────────┘
│ │ │
┌───────┴───────┐ ┌───────┴───────┐ ┌───────┴───────┐
│ Manque de │ │ Niveau sonore │ │ Arbitrages │
│ compétences │ │ élevé │ │ budgétaires │
└───────┬───────┘ └───────┬───────┘ └───────┬───────┘
│ │ │
MAIN-D'ŒUVRE MILIEU MANAGEMENT / MOYENS
Cette modélisation permet d'éviter l'éparpillement de la pensée. Chaque bloc de cause est relié à sa famille d'origine par un lien logique immuable, garantissant que le plan d'actions découlant de cette analyse attaquera de manière frontale et équilibrée chaque arête défaillante.
Les pièges classiques de la méthode et comment les préventeurs les contournent en 2026
Bien que d'apparence simple, la méthode des 7M recèle de nombreux pièges méthodologiques dans lesquels tombent fréquemment les animateurs sécurité débutants. Les identifier est la première étape pour s'en prémunir.
Piège n°1 : confondre les causes et les solutions
C'est le biais le plus fréquent lors des séances de remue-méninges. Un participant va s'exclamer : "Le problème, c'est qu'il n'y a pas de barrière de sécurité !". Ce faisant, il n'énonce pas une cause, mais propose déjà une solution. Le rôle du responsable QHSE est de reformuler immédiatement l'intervention : "Pourquoi avez-vous besoin d'une barrière ? Quel est le danger physique actuel ?". La réponse correcte sera : "Il y a une coactivité directe entre le flux des chariots élévateurs et le cheminement des piétons dans l'allée B". En identifiant clairement la cause (la coactivité non maîtrisée), vous ouvrez le champ à plusieurs solutions possibles (marquage au sol, barrières physiques, réorganisation des horaires de flux, capteurs de présence), au lieu de vous enfermer prématurément dans une seule option potentiellement coûteuse ou inapplicable.
Piège n°2 : chercher un coupable plutôt qu'une cause racine
En santé et sécurité au travail, l'analyse d'un accident peut rapidement dériver vers un tribunal où chacun cherche à se protéger en rejetant la faute sur l'autre. Si l'arête "Main-d'œuvre" se transforme en une liste de reproches individuels ("L'opérateur n'a pas fait attention", "Le chef d'équipe n'a pas surveillé"), la démarche est morte. L'E-E-A-T et la psychologie du travail nous rappellent qu'un comportement est toujours le résultat d'une situation donnée dans un environnement structuré. Si un opérateur contourne une cellule de sécurité, la question n'est pas de savoir qui a fait la faute, mais de comprendre pourquoi le système rendait le contournement plus attractif ou nécessaire pour tenir les cadences imposées par la production.
Piège n°3 : l'effet de groupe et l'asymétrie de pouvoir
Lors d'une réunion d'analyse associant des opérateurs de terrain et des cadres dirigeants, la parole peut se brider. Les compagnons hésiteront à pointer du doigt un manque de moyens financiers ou un défaut de management par peur de représailles ou par respect de la hiérarchie. Le préventeur SST doit instaurer un cadre de sécurité psychologique strict dès le début de la séance : anonymisation des idées si nécessaire, utilisation de systèmes de cartes ou d'outils numériques de vote neutres, et affirmation claire que l'exercice vise à réparer le système, jamais à punir l'individu.
La digitalisation du diagramme cause-effet : maximiser l'impact de vos plans d'actions
Gérer la méthode des 7M sur un paperboard ou un tableau blanc présente des avantages indéniables en termes de convivialité lors de la réunion physique. Cependant, une fois la séance levée, le tableau est pris en photo, stocké dans un répertoire réseau obscur, et les actions convenues sont saisies manuellement dans un énième fichier de suivi. C'est le début de la déconnexion opérationnelle.
La fin des silos documentaires grâce au SaaS QHSE
La numérisation de la méthode des 7M change radicalement la donne. En construisant votre diagramme d'Ishikawa directement au sein d'un écosystème logiciel intégré, chaque cause identifiée cesse d'être un simple mot écrit sur un écran pour devenir une donnée vivante.
Lorsque vous validez une cause dans l'arête "Matériel", l'outil vous permet de créer instantanément une fiche d'action corrective ou préventive, de lui affecter un budget, un pilote au sein de l'entreprise, et une date de réalisation. Des rappels automatisés sont envoyés aux responsables, et l'efficacité de l'action est tracée au fil du temps. Pour optimiser l'ensemble de votre processus de gestion de crise, depuis le premier signalement jusqu'au bouclage de l'enquête, l'utilisation du logiciel de gestion des accidents du travail Symalean offre une réactivité sans précédent aux équipes terrain et aux directions fonctionnelles.
Le croisement des données pour une prévention prédictive
La centralisation numérique de vos diagrammes d'Ishikawa permet de réaliser des analyses macro-organisationnelles d'une puissance inédite. Un responsable QHSE multi-sites peut, en quelques clics, interroger le système : "Quelles sont les causes racines du pilier 'Management' qui sont revenues le plus fréquemment dans nos accidents du travail au cours des 24 derniers mois sur l'ensemble de nos usines ?".
Cette capacité à faire parler les données transforme le service QHSE. Vous ne gérez plus les crises au coup par coup ; vous identifiez les tendances lourdes et les faiblesses structurelles de votre organisation pour déployer des politiques de prévention globales, justifiées auprès de votre comité de direction par des indicateurs statistiques incontestables.
L'apport de SymAi : la génération automatisée des arêtes de causes
Bien que l'intelligence collective reste irremplaçable pour débattre et valider les causes profondes, le travail de structuration, de saisie et de mise en forme d'un diagramme 7M peut s'avérer extrêmement chronophage pour un animateur sécurité déjà surchargé. C'est ici que l'innovation technologique moderne prend tout son sens.
Notre outil SymAi, l'agent IA métier QHSE conforme au RGPD, est capable d'analyser en temps réel le langage naturel contenu dans les rapports d'audits, les fiches de presqu'accidents ou les transcriptions de témoignages vocaux déposés par les opérateurs. En quelques millisecondes, notre agent intelligent trie, catégorise et génère automatiquement un projet de diagramme d'Ishikawa structuré selon les 7M. Le préventeur n'a plus à passer des heures à dessiner des boîtes : il se concentre uniquement sur l'animation du débat, la validation humaine des hypothèses et le pilotage stratégique du plan d'action.
Conclusion et perspectives pour le préventeur moderne
La méthode des 7M et le diagramme d'Ishikawa ne sont pas de simples outils de conformité bureaucratique destinés à satisfaire les auditeurs de certification. Ce sont de puissants leviers de transformation managériale. En forçant les équipes à regarder au-delà des évidences physiques et techniques, ils remettent l'humain, les choix organisationnels et les moyens d'action au centre de la politique de prévention de l'entreprise.
En 2026, face à des environnements de travail de plus en plus complexes, connectés et soumis à de fortes pressions économiques, le préventeur ne peut plus se contenter d'une gestion réactive "au fil de l'eau". Il doit s'approprier ces grilles de lecture systémiques et les coupler avec la puissance des solutions digitales pour bâtir des environnements de travail intrinsèquement sûrs. Pour explorer comment moderniser l'ensemble de vos processus de sécurité et tester nos interfaces de diagnostic avancées, découvrez notre module complet de gestion de la securite au travail Symalean, pensé par des experts métiers pour les acteurs du terrain.
FAQ - Tout savoir sur le diagramme 7M
Quelle est la différence entre la méthode des 5M et la méthode des 7M en QHSE ?
La méthode des 5M traditionnelle classe les causes d'un problème selon 5 axes physiques : Main-d'œuvre, Matériel, Matière, Méthode, et Milieu. La méthode des 7M y ajoute deux dimensions organisationnelles et stratégiques indispensables pour une analyse moderne des risques : le Management (style de direction, culture sécurité) et les Moyens (budgets de prévention, ressources humaines et technologiques).
Comment classer une panne de machine dans le diagramme d'Ishikawa appliqué à la sécurité ?
Une panne de machine se classe initialement sous l'arête Matériel. Toutefois, l'analyse des causes profondes (analyse racine) doit chercher si la panne est due à un défaut de maintenance préventive (arête Méthode), à un manque de formation du technicien (arête Main-d'œuvre), ou à un refus de budget pour remplacer la pièce usée (arête Moyens).
Quel est l'outil le plus adapté pour analyser une non-conformité ISO 45001 ?
Le diagramme d'Ishikawa basé sur les 7M est l'outil le plus complet pour traiter les non-conformités de la norme ISO 45001. Il permet d'auditer l'adéquation entre les procédures écrites, le comportement des travailleurs sur le terrain, et l'engagement de la direction en termes de leadership et de ressources allouées à la santé au travail.




